Rubber extrusion quality control fails at one of six points: raw material selection, batch weighing, compound mixing discipline, specific gravity verification, hardness or rheometer testing, and process repeatability at the extrusion or moulding stage. Missing any one of these allows variation to enter the output undetected. This article documents how Saga Elastomer, a Mumbai-based rubber manufacturer with three decades of extrusion experience, applies each of these controls across daily production.
Step 1: Raw Material Sourcing
An SME rubber manufacturer typically uses 12–15 raw materials in a single compound: polymer, carbon black, calcium carbonate, processing oils, cure system chemicals, and various additives. Testing each incoming raw material for conformance is resource-intensive and often impractical at production scale. The practical control is procurement discipline: source each raw material from a known brand with consistent supply specifications, and maintain a qualified supplier list with at least one approved alternative per material.
Variation in raw material quality is the most common root cause of batch-to-batch hardness drift and compression set inconsistency. A compound that passes quality checks but uses an unqualified carbon black grade will behave differently in cure — producing harder or softer product than specified with no obvious process change to explain it.
Step 2: Batch Weighing Accuracy
Batch weighing is a direct cost and quality control point in rubber extrusion quality control. Under-weighing a filler gives a softer compound; over-weighing drives hardness up and reduces elongation. At production scale, cumulative weighing errors across a shift result in measurable hardness variation across the batch.
Technology controls this effectively: digital batch weighing systems with batch identification codes create a traceable record of every compound batch and flag deviations at the point of weighing rather than at the end of a production run. Kneader batch size must also be correct — dispersion of fillers into the rubber matrix depends on the fill factor of the mixing chamber. An under-filled kneader produces poor dispersion regardless of weighing accuracy.
Step 3: Compound Ageing
After kneading, compound should be aged before extrusion. Ageing is not an improvement in quality — it is a stabilisation step. During mixing, the rubber matrix is mechanically forced to accept fillers, plasticisers, and cure system chemicals. The matrix is in a stressed state immediately after mixing. Ageing allows the compound to reach equilibrium: the material becomes more homogeneous, green strength stabilises, and extrusion behaviour becomes more consistent batch to batch.
The ageing period depends on compound type and ambient temperature. Over-ageing is possible — unlike wine, more time does not improve rubber compound. The correct ageing window for each compound must be established during development and documented as a process parameter.
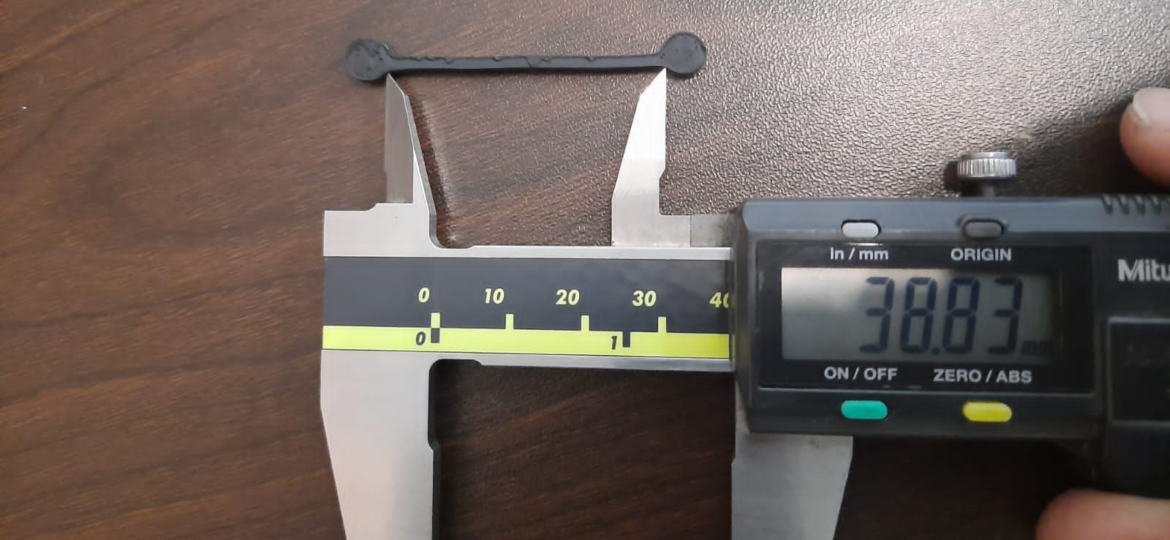
Step 4: Specific Gravity Check
A specific gravity (SG) check on a cured test button from each compound batch is one of the most efficient quality controls available in rubber extrusion. SG is fast to measure, requires no specialist equipment, and directly reflects whether the filler loading is within specification. A batch that passes SG check has the correct density — which is a reliable proxy for correct compound composition.
At Saga Elastomer, SG checking is standard practice before any batch proceeds to extrusion. The target SG value for each compound is established during formulation and included in the compound specification sheet.
Step 5: Hardness and Rheometer Testing
Hardness testing on cured test buttons to ASTM D2240 confirms that the compound has cured to the correct Shore A value. This is the minimum test required before a batch proceeds to production. For bespoke rubber products or high-specification orders, rheometer testing per ASTM D5289 provides the full cure curve: minimum torque (ML), maximum torque (MH), scorch time (ts2), and optimum cure time (t90). Rheometer data confirms that the cure system is active and the compound will vulcanise correctly under the production time-temperature conditions.
For repeat production orders, rheometer testing of every batch is the correct practice. For lower-volume or standard compound batches, hardness testing on test buttons at defined frequencies is an acceptable minimum control.
Step 6: Process Repeatability at Extrusion and Moulding
The final point in rubber extrusion quality control is process repeatability: the same time and temperature conditions applied consistently across every production run. In extrusion, this means documented barrel temperature profiles, head pressure targets, line speed, and cure medium temperature. In moulding, it means documented press temperature, cure time, and clamping pressure.
Deviations from documented process conditions are the most common cause of within-batch variation. A single extruder temperature spike during a run changes the cure state of the extrudate across that section of the production. Without process monitoring and documentation, these deviations are invisible until the finished product fails inspection.
Rubber Extrusion Quality Control at Saga Elastomer
Saga Elastomer holds ISO 9001:2015 certification, which requires documented process controls, non-conformance records, and defined inspection frequencies across all production stages. The six controls above are embedded in Saga’s quality management system and applied across its full product range of profiles, seals and gaskets, pipe seals, and sponge rubber.
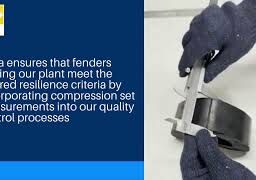
For buyers requiring material test certificates with shipments, Saga issues certificates covering compound hardness, tensile strength, elongation at break, and compression set to ASTM or ISO standards. Submit a product enquiry through the contact form to discuss certification requirements.
For related technical reading, see the 40 Shore A rubber chord pipe seal case study on compound-specific quality challenges in low hardness extrusion.